

精密な精度が求められる金属加工。今回はそれらの品質を守る上で重要なエアマイクロメーターに関して、電気マイクロやその他の測定器との違い、エアマイクロメーターを使った内径測定を自動化する方法まで紹介します。
エアマイクロとは?
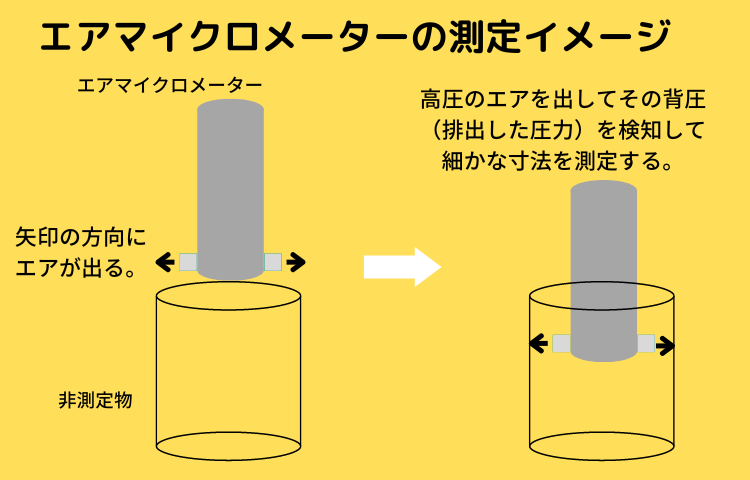
円筒形状、シャフト形状などの金属部品の内径や外径の寸法を精密に測定する器具です。測定器(エアマイクロメーター)の小さい穴からエアを出して、跳ね返りの差を検知することで寸法を測定します。測定精度は1μ(1/1000mm)と高精度で、非接触で測定できることが特徴です。
エアマイクロも後述する電気マイクロもマスターゲージという測定精度の見本に対して、非測定物がどのくらい変化しているかを測定する比較測定機器になります。そのためエアマイクロを使用する場合、公差内の最も大きい値(大範)と最も小さい値(小範)のマスターゲージも必要となります。マスターゲージは絶対的な精度が出ていなければならないため超精密に製作されます。
簡単には下記のようなイメージです。
電気マイクロとの違い
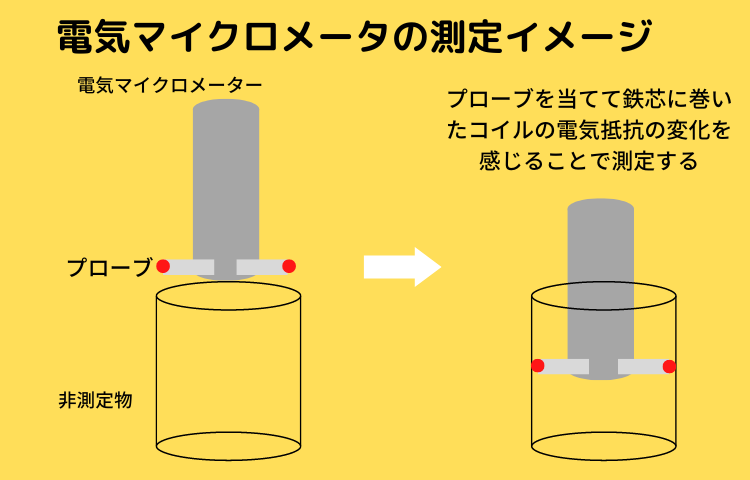
同じく内径・外径寸法を測定する器具に電気マイクロメーターがあります。電気マイクロはワークに接触して得られる差を電気的に拡大して測定します。コイルを巻いた鉄芯の先にプローブが取り付けられ、プローブを接触させてその反動により鉄芯とコイルの電気抵抗の差によって測定します。エアマイクロと違い測定できる範囲が広く、エアマイクロと比較して測定時間も短いことが特徴です。エアマイクロはエア(空気)を出してその圧を図り、演算するため、当たった時点で演算を開始できる電気マイクロと比較して時間がかかります。
反面接触式のため、接触面に測定跡が付き、塵などの影響も受けてしまいます。またエアマイクロはエアを面に当ててることになりますが、電気マイクロは点での測定になります。そのため内径や外径のある2点を測定することになるため厳密には円周全ての径を測定しているわけではありません。アルミ製自動車部品の量産ラインで使用されているのはエアマイクロが多いと感じます。
現場で行われる内径測定 例
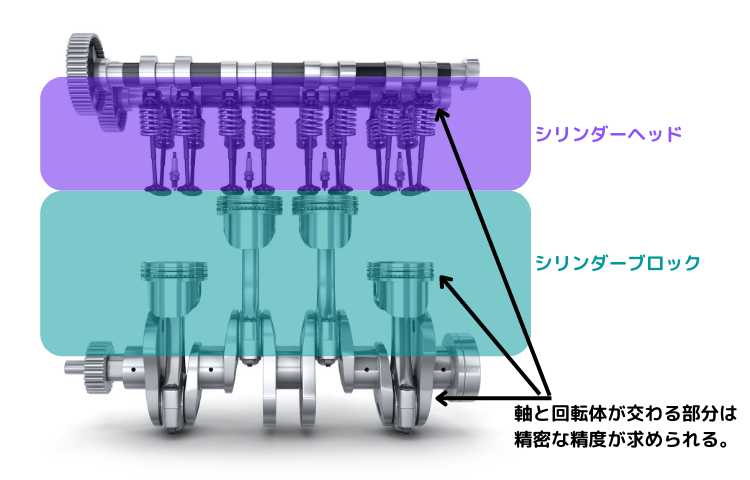
実際量産の製造ラインで行われる内径測定は次のようなものがあります。回転体と軸が組み合わさる部分など精密な精度が求められる部分を測定しています。例えば、自動車エンジン部品である、シリンダーブロックのクランクシャフトが入る軸穴や、ピストンが入る部分の穴、クランクシャフトとコンロッドが交わる部分の穴などが精密測定が求められています。
エンジン部品の重要箇所の内径測定:シリンダーブロック、シリンダーヘッド、コンロッド
エンジン部品の外径測定:カムシャフト、クランクシャフト
機構部品・精密機器部品:ベアリング、プーリー、油圧シリンダー、ピストン

内径・外径測定の自動化
手動測定
エアマイクロや電気マイクロ、ダイヤルゲージ(接触式のメモリで測るゲージ)などを用いて一つ一つワークを測定します。前工程からきたワークを置いて、作業者がエアマイクロを測定箇所に当ててはかります。OKかNGかを判断して、OKであれば次の工程へ流します。エアマイクロや電気マイクロでは測定結果のデータ管理もできます。その場合は、ワークと測定結果を紐付けしなければならないため、ワークのQRコードやバーコードを読み取ってから測定する必要があります。またエアマイクロ側にも読み取った品番にデータを保存する制御回路が必要となります。
検具での半自動測定
ワーク(非測定物)を載せる・置くだけで測定・検査ができる器具を検具といいます。例えばシャフト物の外径測定の場合、作業者がエアマイクロが取り付けられた検具にワークを乗せて、測定開始するだけで測定ができます。手でエアマイクロを動かす必要がなく、複数箇所を同時に測定ができます。ただしワークごとに専用の検具を製作する必要があります。
自動機での全自動化
測定を全自動で行うことも可能です。製品品種が少ない自動車部品の量産ラインでは基本的に全自動化されています。工作機械のようにXYZに動く軸にエアマイクロを持たせて測定、ワークの搬入出も自動化できます。多様な径を測定するのであれば、マシニングセンタのATCのようにエアマイクロを自動で交換することもできます。
また測定だけでなく測定結果に基づいたQRコードや番号の刻印を同時に行うことも多いです。全自動化することで人件費を下げることはもちろん、人による測定の差やミスを削減、データ管理・トレーサビリティ管理できることで品質保証ができます。昨今では品質保証の観点から今まで手動で行っていた測定作業を自動化する動きが多いです。自動化する場合は、エアマイクロを毎回または定期的に校正する必要があります。校正はマスターゲージを測定することで行います。熱変異の影響も受けるので、できる限り熱変異がない状態で測定する、または環境やワークの温度を測定して補正することが必要です。
自動機を製作する場合、エアマイクロメーカーだけでは一般的には成立しません。東京精密やSKS(旧日本電産トーソク)製のエアマイクロを使用して装置や自動システムにする装置屋さん・いわゆるシステムインテグレータが必要になります。自動車部品むけの内径自動測定機などは地域ごとに様々な自動機システムインテグレーターがあります。
参考のエアマイクロメーカー
SKS(旧日本電産トーソク)
低価格なものも多くよく自動車部品関連を製造している工場で使用されているイメージがあります。

東京精密
計測機器総合メーカーの東京精密でもエアマイクロを生産しています。こちらもよく利用されています。

ダイセイ
大阪の計測機器専門メーカーです。エアマイクロと自動機をどちらも製造しています。そのためエアマイクロだけでなく、自動機として相談できます。

オヂヤセイキ
精密な計測機器や金属加工業者が多い新潟県のメーカーです。

エアマイクロ・電気マイクロ以外の内径・外径測定方法
レーザー測定
キーエンスなどが製作しているレーザー変異計・測定器で測定する方法もあります。現段階ではエアマイクロより精度が劣るため精密測定では使われていませんが、非接触かつ多様な径の測定をできることがメリットです。エアマイクロの場合、測定したい径に合わせたエアマイクロとマスターゲージが必要です。また内径の傷や巣を検知するレーザー測定器もありますが、これらで今までできていなかった内径測定もできるようになってきていています。
画像センサ
画像センサで測定することもできます。カメラで写した画像データから内径や外径を計測します。こちらも非接触で多様な径の測定を短時間でできることがメリットです。しかしまだエアマイクロほどの精度は出すことができません。また内径の中に入り込んで測定することはできず、上から見た2次元の断面から径を測定することになります。
以上、エアマイクロメーターに関して簡単に解説しました。

