

機械加工をしているとよく出てくるキー溝。なんとなく用途はわかりますが、安価でキー溝を加工する方法やキー溝加工機はどんなメーカーがあって何が違うのか?とわかりにくいのではないかと思います。さらに最近ではキー溝加工機を製作できるメーカーも減ってきています。そこで今回はキー溝加工の方法や種類別のおすすめメーカーを解説します。
キー(マシンキー)、キー溝とは
キー(マシンキー)とは
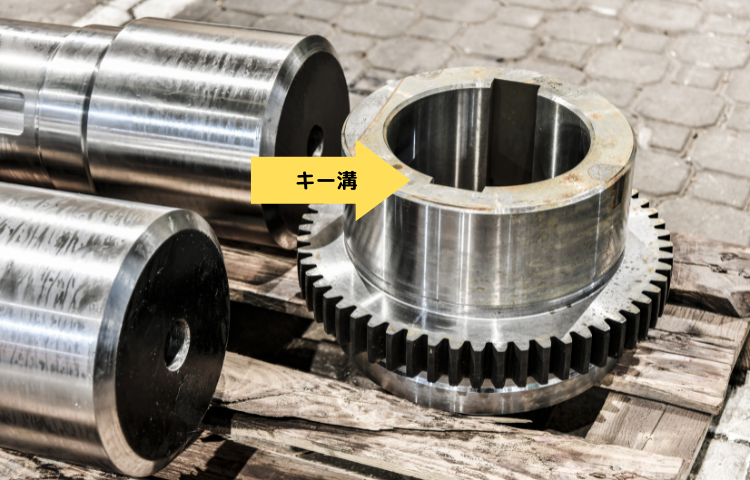
キー(マシンキー)とは、歯車やプーリーなどをシャフトと結合して回転を伝えるためのものです。モーターのシャフトなどの軸と、ギアなどの回転体を滑らないように締結します。この締結により効率よく動力を伝えることができます。キーの大きさはJIS規格で定められており、軸の太さによって決まります。
キー溝とは、このキーがハマる溝のことです。キー溝はシャフトやギアなどの通常ワークを回転させて加工する旋盤での加工と少し違います。溝を掘る加工となるため、キー溝の加工で一つの工程(機械)やツールが必要となります。
しかし製品の形状を出す加工が優先され、キー溝の加工方法や機械の検討が後回しにされがちだったり、外注されているところも多いです。今回はそれらを加工する方法を紹介します。
キーの種類
キーにはさまざまな形状の種類があります。キーの種類に関しては下記ものづくりWEBさんの記事に詳しく書かれていましたので、リンクを掲載させていただきます。

ギア系(回転体側)のキー溝加工方法(少量系)
ギア系(回転体側)の加工方法とおすすめメーカー、選定方法を紹介します。
キースロッター
キースロッターとは、専用のツールを使いキー溝を掘るための機械です。ワークに対して刃物を上から下ろしてガリガリと加工します。通常はキー幅と同じ幅の刃物を使います。少しずつ何度も刃物を上下させることで徐々に溝を深く加工します。
メリット:
・多様なワークを加工できる。刃物が安価で交換しやすい。
・NC制御により幅を広げる加工ができる。精密な加工ができる。
・テーパー形状や止まりキー(底まで抜けきらないキー溝)を加工できる。加工しながらテーブルをずらすことでテーパーにできる。途中で止めることで(キーシーターやブローチなどではできない)止まりキーを加工できる。
デメリット
・加工時間がかかる。何度も上下を繰り返して少しずつ加工するため時間がかかる。
・比較的剛性が弱い。加工の負荷を刃物が全て受ける構造のため剛性には劣る。
そのため量産ではなく、多品種少量のキー溝を加工する会社によく導入されています。多品種のギアを製造している企業向けです。
下記動画でスロッターでの加工事例を紹介されていました。
おすすめメーカー 日藤ポリゴン
特長:
・小型から大型のスロッターまで幅広くラインナップ。特に現在は大型は日藤ポリゴンしか製造していない機種も。
・さまざまな専用工作機メーカーでもあり、多様なオプションや特殊仕様にも対応ができる。
・倒産したキースロッターメーカー(株)山毛鉄工所の技術者が所属している(現状は不明)。そのため山毛製のキースロッターに関しても詳しい。※もし老朽化更新や山毛製の機械のメンテナンスを考えられている方は一度相談されてみてはどうかと思います。

おすすめメーカー 村田ツール
特長:
・全ての軸がNC制御のキースロッター。同時制御できるため、テーパー加工もラム軸を傾けることなく加工ができる。(加工しながら、ワークを前後させることでテーパ形状が可能)
・ここ数年でキースロッターを開発したため最新の機械。例えばワークに刃先を接触させることによって加工開始点を測長する刃先位置測定機能などが可能。(他社の場合、実際にワークに刃物を当てて自分で加工開始点を見て、数値を入力する必要がある。)
・下記に紹介するキーシーターも製作しているため、どちらも相談ができる。

おすすめメーカー 宝機械工業
特長:
・自社製品として小型のキースロッター、キーシータを製造。カタログ販売(カタログに記載のスペックで販売のみで特殊仕様は基本的に不可)が主で比較的安価。

キーシーター
キーシーターとは、一つのバイトを上から下ろして加工するキースロッターと違い、カッターを下から入れてワークに当ててから引き下ろしてキー溝を加工する機械のことです。ます。また縦方向に多数の刃をつけたカッターで加工することも可能です。そのためより剛性の必要な加工が可能が短時間で可能です。さらに下から刃物を入れるのでより大きな径のワークの加工が可能です。
メリット
・剛性が高い。スロッターは刃先が加工負荷が多い方向(機械から離れる方向)に刃物が加工しながら進むのに対して、キーシーターは機械側に引き込む形のためより大きな加工負荷に耐えることができる。
・大きな径のワークを加工できる。下から刃物を入れるためスロッターのようにコラム(刃がついたヘッド部分)がワークをまたぐ必要がなく大きな径を加工できます。
デメリット
・止まりキーやテーパーキーは加工できない。引き抜かなければならないため止まりキーやテーパーキー(治具で無理やりやれば可)は加工できません。
・セッティングが手間。ワークを機械上部で固定、さらにそこに刃物を合わせなければならないため
おすすめメーカー 村田ツール
特長:
・NC機能付きのため数値制御ができる。
・デジタルで設定ができる。

おすすめメーカー 宝機械工業
特長:
・さまざまなラインナップがあり多様なワークに対応できる。
ブローチ盤
もう一つギア(回転体側)のキー溝加工方法の一つにブローチ加工があります。ブローチカッターと呼ばれる多数の刃がついたカッターを上から引き下ろす形で加工します。刃の深さが変えられたカッターのそれぞれの刃が少しずつ加工することにより、溝の深さ分加工します。
メリット
・加工サイクルが速い。一度に複数の刃で加工できるため加工時間が短いです。
・剛性が高い。ブローチカッター自体が太く長く剛性のあるものなので、非常に剛性の必要な加工ができます。
デメリット
・止まりキーやテーパ加工ができない。刃物がワークを抜けきらなければならず、止まりキーやテーパー加工ができません。
・スロッターやキーシーターと比較してツール(ブローチカッター)が高価です。
同じものを早く大量に生産する必要がある量産品で利用されます。またブローチ盤は、キー溝だけでなく内径ギアやスプライン、その他内径のさまざまな加工に利用されています。
おすすめメーカー 不二越
特長:
・ブローチカッターも製造しているメーカー。そのためツールも含めて相談、メンテナンスができる。
・量産ラインでのブローチ盤の実績多数。
・キー溝用の小型のものだけでなく、さまざまなラインナップがある。

おすすめメーカー 三條機械製作所
特長
・キー溝加工用のブローチ盤として実績が多数。
・小型で汎用性の高い製品から自動化まで対応が可能。

おすすめメーカー ハル技術研究所
特長
・キー溝用のブローチ盤をラインナップ
・工作機械の専用機メーカーでさまざまな機械を製作しており自動化が可能。

旋盤でのキー溝加工 HORN社 ブローチツール
旋盤でギアなどの内径のキー溝を加工することができるツールもあります。HORN社のブローチツールが有名です。旋盤に割出し機能、主軸ロック機能が必要となりますが、設備を下げて、工程集約になり省スペースかつ1台で加工が可能となります。ただしブローチ盤などと比べると剛性がなく、加工時間がかかります。HORN社の場合はブローチングユニットというユニットを使えば、加工速度は少し上げることができます。これは工具の回転をブローチの前後方向に変えるユニットです。
シャフトのキー溝加工方法(量産系)
ではシャフト系(軸側)のキー溝加工に関して紹介します。軸側はキーの形状に合わせた溝を掘れば良いので、一般的にはエンドミルなどのツールを使ってマシニングセンタや旋盤で加工されます。量産ラインで早いサイクルタイムでキー溝加工工程を設けなければならない場合で、マシニングセンタより安価に抑えたい場合などにはキー溝加工専用機を導入する場合があります。
キー溝加工専用機
シャフトにキー溝を掘る専用機でキー溝フライス盤とも呼ばれます。ワークをセットしてカッターやエンドミルが近づいて加工します。搭載する工具はエンドミルやTスロットカッターです。必要な箇所だけをNC化することや工具交換をしない専用機とすることで、設備費を抑えることが目的です。
おすすめメーカー 元久保製作所
特長
・切削加工関係の専用機メーカーで多様な加工機の製作ノウハウを持っている。
・キー溝加工専用機としてラインナップが豊富。1~3軸NC機やATC付きのものなど用途や予算に合わせて選定が可能。
・自社製の機械だけでなく他社製の機械までレトロフィットを受けている。会社としてそれら機械のノウハウがある。

※このHPの「キー溝加工機 製品ラインナップ カタログ」に詳しく記載があります。
旋盤(マシニング)での加工・ツール
旋盤やマシニングセンタでキー溝を加工する方法を紹介します。シャフト形状ワークは旋盤加工が必ずあるため、同じ機械でキー溝まで複合旋盤で加工することが多いです。しかし通常の旋盤加工のようにワークを回転させてチップを当てるのではなく、ドリルやカッターを回転させて割出しされた位置に溝を掘るため、ミーリング機能または回転工具主軸付きの複合旋盤が必要となります。
通常のツール
エンドミル:ドリルを回転させて溝を掘ります。NC制御することでドリルの幅以上の溝を掘ることができます。回転主軸で工具を掴むので剛性が高いです。
Tスロットカッター:シャフトの先端に垂直方向にカッターがついた工具。半月キーなどの加工に使われます。回転主軸とカッターの向きが90度で、加工の負荷をカッターが全て受けてしまうため、剛性に劣ります。
両持ちホブカッター
Tスロットカッターでは剛性が弱いため、加工負荷をダイレクトに工具で受ける方法もあります。ギアホバーと呼ばれるホブカッターを保持する用のツールです。カッターを両側から保持して回転させて工具のついたタレットの軸が移動することで溝を加工します。両側から保持しているため、剛性が高いです。
片持ちのTスロットカッターではびびりが発生していた加工が、両持ちにすることでキー溝を一度に掘ることができました。

